


點焊機構
可根據焊距來調整上加壓缸、電極和夾具部份,且可分別設定各點的焊接時間及電流。
送料機構
左右邊由人工放上1至2個方框,利用軌道以手動方式推入點焊位置定位。
橫線下料機構
有二組下料機構可焊接雙層網片或使用單一下料機構焊接單層網片。
每一個下料機構有二只料槽可同時下一或二條線,人工將鐵線放入料槽中,機構會自動整料並適時撥料入點焊處進行點焊。
夾持機構
使用伺服馬達並配合夾具,依所需之間隔距離往上移動,不產生累積公差之問題,點焊完成後回到原點。
控制系統
使用P.L.C配合彩色觸摸式螢幕,所有系統的參數都可以由螢幕上設定,並有異常檢出功能,方便操作者使用及維護。
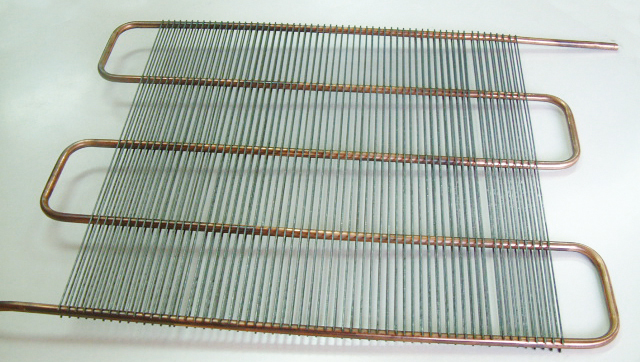
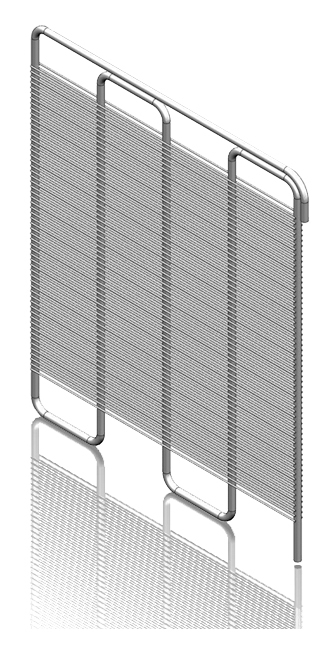
用途
冰箱散熱片、傢俱用網、置物架、烤肉網、建築用網、工業用網片、網架等。
單面網片、雙面網片使用
| 型號 | 直線長度 mm | 橫線長度 mm | 線徑 mm | 管徑 mm | 網目 mm |
|---|---|---|---|---|---|
| GSV-80B/1200 | 300~700 | 300~1200 | 1.4~1.6 | Ø5~Ø8 | ≧50*9 |